Materials & Steel Grades
Modern BIWs use a carefully engineered mix of materials—each chosen for specific performance requirements. This lesson covers the steel grades that make up 60-80% of most vehicles.
Steel Classification Overview
Automotive steels are classified by yield strength:
| Category | Yield Strength | Examples |
|---|
| Mild Steel | < 210 MPa | Outer panels, non-structural |
| HSS (High-Strength) | 210-550 MPa | Floor pans, some reinforcements |
| AHSS (Advanced High-Strength) | 550-1000 MPa | Rails, structural members |
| UHSS (Ultra-High-Strength) | > 1000 MPa | B-pillars, safety cage |
Mild Steel
Mild steel (also called low-carbon steel) is the traditional automotive material:
| Property | Value |
|---|
| Yield Strength | 140-210 MPa |
| Formability | Excellent |
| Weldability | Excellent |
| Cost | Lowest |
Where Mild Steel is Used
- Outer body panels — doors, hood, fenders, roof
- Non-structural brackets
- Areas requiring deep draws
Mild steel is easy to stamp into complex shapes but provides minimal crash protection.
Sponsored
Ranjith switched from IT to core automotive industry
His inspiring career transition story with video
High-Strength Steel (HSS)
HSS offers improved strength while maintaining reasonable formability:
| Property | Value |
|---|
| Yield Strength | 210-550 MPa |
| Formability | Good |
| Weldability | Good |
| Weight Savings | 10-20% vs. mild steel |
HSS Types
| Type | Mechanism | Typical Use |
|---|
| HSLA (High-Strength Low-Alloy) | Microalloying | Floor pans, inner panels |
| BH (Bake Hardening) | Strengthens during paint cure | Outer panels |
| IF-HS (Interstitial-Free) | Ultra-low carbon | Deep-draw parts |
Advanced High-Strength Steel (AHSS)
AHSS represents the first generation of advanced steels with strength + formability:
| Property | Value |
|---|
| Yield Strength | 550-1000 MPa |
| Formability | Moderate |
| Weldability | Moderate |
| Weight Savings | 20-35% vs. mild steel |
AHSS Types (1st Generation)
| Type | Characteristics | Typical Use |
|---|
| DP (Dual Phase) | Hard martensite + soft ferrite | Front rails, side members |
| TRIP (Transformation-Induced Plasticity) | High energy absorption | Crash structures |
| CP (Complex Phase) | Fine-grain microstructure | Bumper beams |
| FB (Ferritic-Bainitic) | Good stretch flangeability | Chassis parts |
AHSS Types (2nd & 3rd Generation)
| Type | Characteristics | Typical Use |
|---|
| Q&P (Quench & Partition) | Retained austenite + martensite | Advanced crash structures |
| TBF (TRIP-Bainitic Ferrite) | High formability + strength | Complex structural parts |
| Medium-Mn | 5-10% manganese | Next-gen lightweighting |
Ultra-High-Strength Steel (UHSS)
UHSS provides maximum strength for critical safety components:
| Property | Value |
|---|
| Yield Strength | 1000-2000 MPa |
| Formability | Limited (requires hot stamping) |
| Weldability | Requires special processes |
| Weight Savings | 35-50% vs. mild steel |
Hot Stamping (Press Hardening)
Most UHSS parts are made via hot stamping:
Hot Stamping Process:
┌─────────────────────────────────────────────────┐
│ │
│ 1. Heat blank to 900°C+ (austenite phase) │
│ ↓ │
│ 2. Transfer to cooled die (< 10 sec) │
│ ↓ │
│ 3. Form and quench simultaneously │
│ ↓ │
│ 4. Part hardens to martensite (1500+ MPa) │
│ │
└─────────────────────────────────────────────────┘
Hot-Stamped Components
| Component | Typical Strength |
|---|
| B-pillar reinforcement | 1500-2000 MPa |
| A-pillar reinforcement | 1500 MPa |
| Roof rail reinforcement | 1200-1500 MPa |
| Rocker reinforcement | 1500 MPa |
| Bumper beams | 1500 MPa |
Boron Steel (22MnB5)
The most common hot-stamping steel is 22MnB5:
- 22 — 0.22% carbon
- Mn — manganese alloyed
- B5 — boron microalloyed
- Pre-heat strength: ~600 MPa
- Post-quench strength: 1500 MPa
Tailor-Welded Blanks (TWB)
Tailor-welded blanks join different steel grades/thicknesses before stamping:
Tailor-Welded B-Pillar Blank:
┌──────────┬──────────┬──────────┐
│ 1.0mm │ 1.8mm │ 1.2mm │
│ PHS1500 │ PHS1500 │ PHS1000 │
│ (roof │ (impact │ (lower │
│ area) │ zone) │ attach) │
└──────────┴──────────┴──────────┘
Laser welds
Benefits:
Sponsored
3,000+ engineers placed at top companies in 2024
Mahindra, Bosch, TATA ELXSI, Capgemini and more
- Optimized strength where needed
- Weight savings in low-stress areas
- Reduced part count — one stamping vs. multiple
Tailor-Rolled Blanks (TRB)
Tailor-rolled blanks vary thickness continuously (no welds):
Tailor-Rolled Blank:
┌─────────────────────────────────┐
│ 1.0mm → 1.5mm → 2.0mm → 1.5mm │
│ Continuous roll │
└─────────────────────────────────┘
Advantages over TWB:
- No weld seams (potential weak points)
- Smoother thickness transitions
- Better fatigue performance
Aluminum in BIW
While this course focuses on steel, aluminum is increasingly used:
| Aluminum Use | Benefits | Challenges |
|---|
| Hood | 50% weight savings | Higher cost |
| Fenders | Dent resistance | Joining to steel |
| Front rails | Crash absorption | Galvanic corrosion |
| Space frames | Overall lightweighting | Tooling investment |
Aluminum vs. Steel
| Property | Aluminum | Steel |
|---|
| Density | 2.7 g/cm³ | 7.8 g/cm³ |
| Modulus | 70 GPa | 210 GPa |
| Cost | 3-4x steel | Baseline |
| Recyclability | Excellent | Excellent |
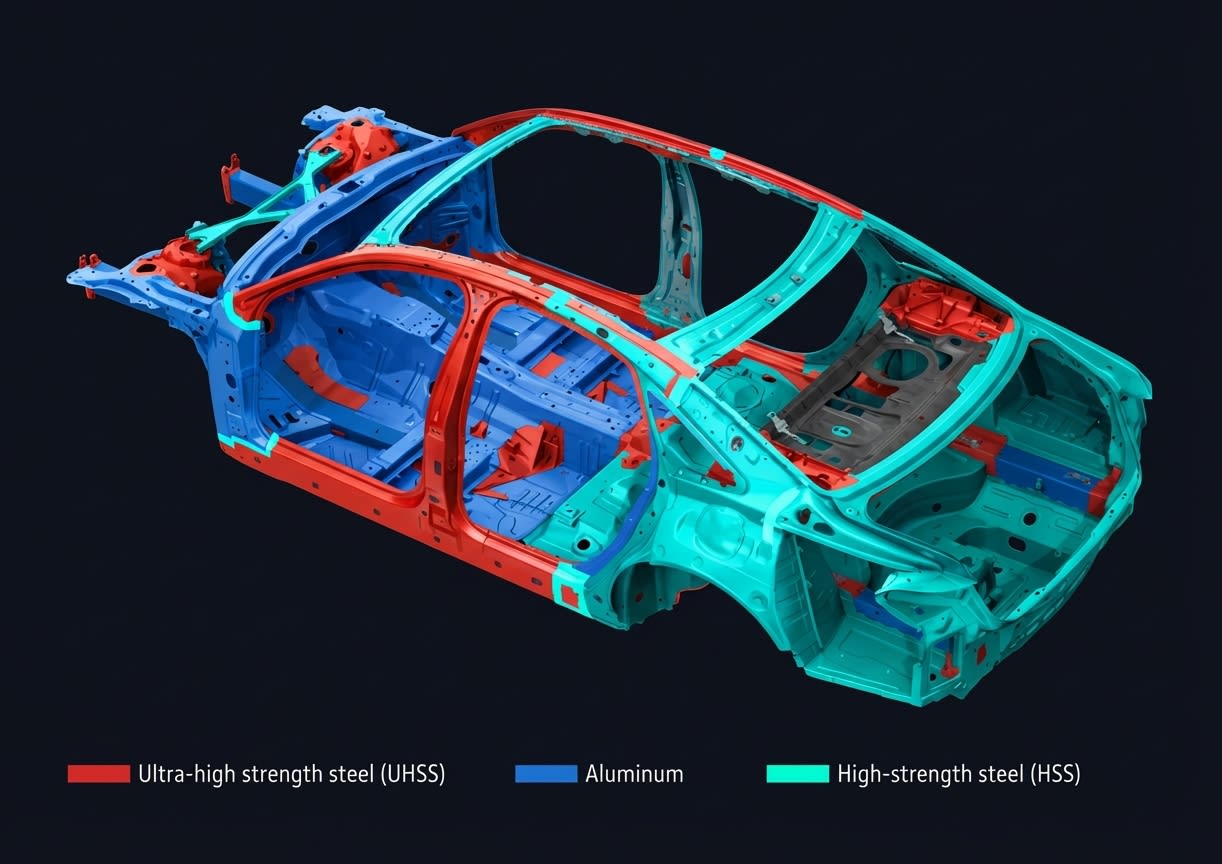
Material Selection by Zone
Modern BIWs use a zone-based approach:
Sponsored
Master CATIA, NX, LS-DYNA, HyperMesh, ANSYS
The exact tools used by Mahindra, Bosch & TATA ELXSI
| Zone | Priority | Typical Materials |
|---|
| Safety Cage | Maximum strength | UHSS, hot-stamped |
| Crash Rails | Energy absorption | AHSS (DP, TRIP) |
| Floor Structure | Stiffness, cost | HSS, AHSS |
| Outer Panels | Formability, surface | Mild steel, aluminum |
| Closures | Weight, dent resistance | Aluminum, mild steel |
Key Takeaways
- Steel grades range from mild (< 210 MPa) to UHSS (> 1000 MPa)
- AHSS (DP, TRIP, CP) balances strength and formability
- UHSS requires hot stamping for forming
- 22MnB5 boron steel reaches 1500 MPa after quenching
- Tailor-welded/rolled blanks optimize thickness distribution
- Zone-based approach: strongest materials in safety cage, energy-absorbing materials in crush zones
---
Next Lesson: Joining Methods — how all these different materials are connected.









