Design for Injection Molding
Overview
Design for Manufacturing (DFM) ensures parts can be efficiently and economically produced. For injection molding, key principles are:
- Uniform wall thickness
- Proper draft angles
- Appropriate ribs and bosses
- Radii and fillets
- Avoiding undercuts
Wall Thickness
Uniform Walls

The most important DFM rule: maintain uniform wall thickness throughout the part.
Why Uniformity Matters:- Uneven cooling causes warpage
- Thick sections cause sink marks
- Thick sections extend cycle time
- Flow imbalances cause weld line issues
| Material | Typical Range (mm) |
|---|---|
| PP | 1.0-3.0 |
| ABS | 1.5-3.5 |
| PA66 | 1.0-3.0 |
| PC | 1.5-4.0 |
| PEEK | 1.5-4.5 |
Transitioning Thickness
When thickness changes are unavoidable:
Sponsored
Harshal got placed at Fiat Chrysler as Design Engineer
Watch his video testimonial on how the program helped him
See His Journey
- Gradual transitions (3:1 slope minimum)
- Never abrupt steps
- Locate transitions away from stress areas
Draft Angles

Draft is a slight taper on vertical walls that allows the part to release from the mold.
Why Draft is Needed:- Part shrinks onto core during cooling
- Without draft, ejection force can damage part
- Vacuum can form between part and mold
| Surface | Minimum Draft |
|---|---|
| Smooth surfaces | 0.5-1° |
| Textured surfaces | 1-2° + 1° per 0.025mm texture depth |
| Deep ribs | 1-2° |
| Shutoffs | 3-5° |
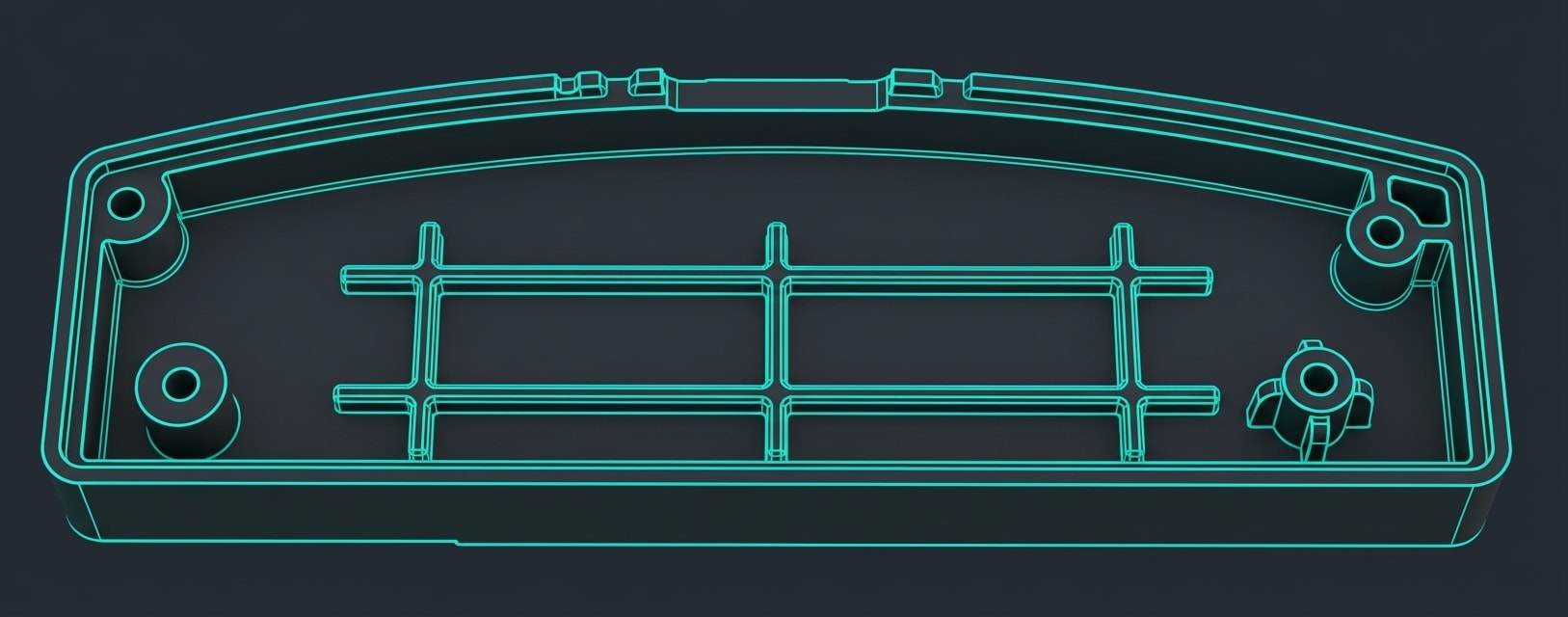
Ribs
Ribs add stiffness without increasing wall thickness.
Design Guidelines
| Parameter | Guideline |
|---|---|
| Thickness | 50-60% of wall thickness |
| Height | ≤3× wall thickness |
| Draft | 0.5-1° per side |
| Base radius | 0.25-0.5× wall thickness |
| Spacing | ≥2× wall thickness apart |
- Thicker ribs cause sink marks on opposite surface
- Thinner ribs may not fill properly
Rib Orientation
- Perpendicular to load for bending resistance
- Crosshatch pattern for bidirectional stiffness
- Consider flow direction during fill
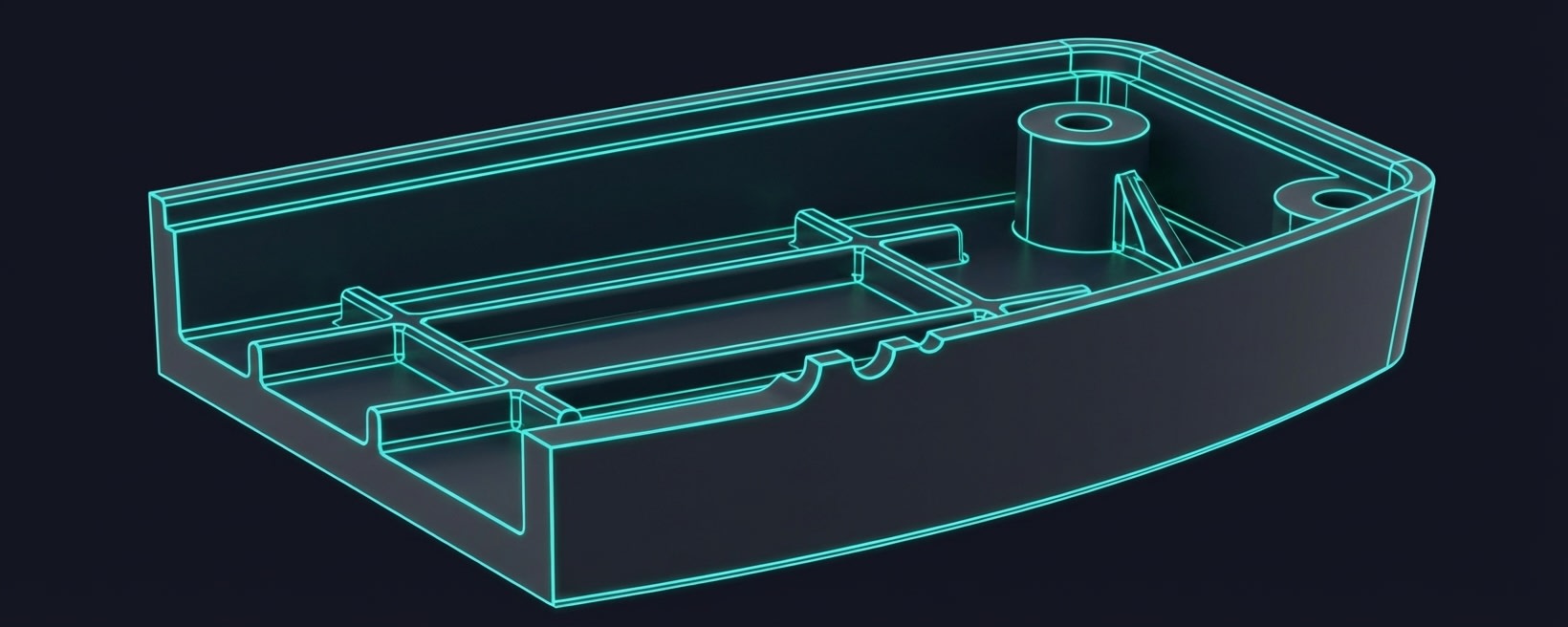
Bosses
Bosses provide mounting points for screws, pins, or inserts.
Sponsored
3,000+ engineers placed at top companies in 2024
Mahindra, Bosch, TATA ELXSI, Capgemini and more
See Placement Stats
Design Guidelines
| Parameter | Guideline |
|---|---|
| OD | 2-2.5× screw diameter |
| Wall thickness | 50-60% of nominal wall |
| Height | ≤2.5× OD |
| Draft | 0.5° minimum on OD and ID |
| Base radius | 0.25× wall minimum |