The Injection Molding Machine
Machine Overview
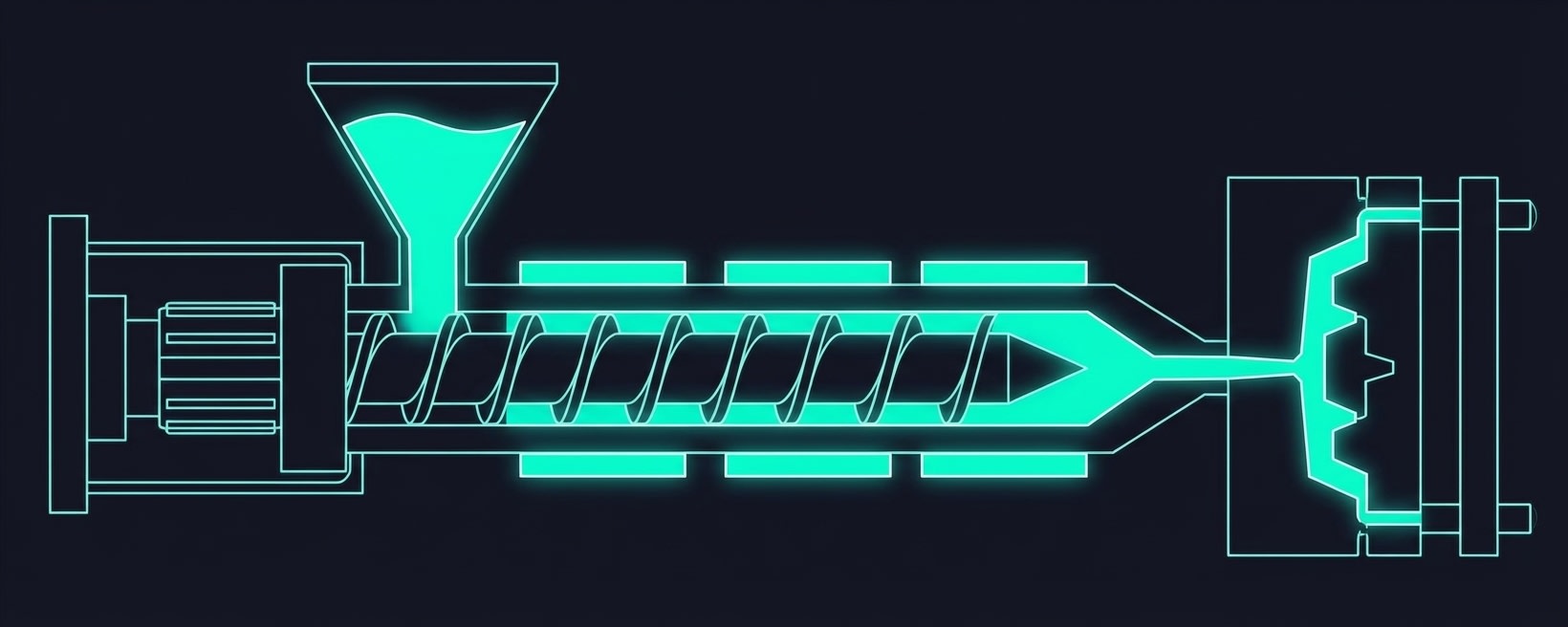
An injection molding machine consists of two main units:
- Injection Unit — Melts and injects the plastic
- Clamping Unit — Holds the mold closed during injection
These units work together in a precisely timed sequence to produce parts.
The Injection Unit
Hopper
The hopper is a funnel-shaped container that holds plastic pellets (granules). Features include:
Sponsored
Srinithin now works at Xitadel as Design Engineer
Mechanical engineering graduate turned automotive designer
See His Journey
- Capacity: 25-100+ kg depending on machine size
- Drying: Often integrated with a dryer for hygroscopic materials (PA, PC, PET)
- Material handling: Vacuum loaders for automatic refilling
Barrel
The barrel is a hardened steel cylinder that contains the screw and heater bands:
- Length: Typically 20-25 times the screw diameter (L/D ratio)
- Heating zones: 3-6 zones with independent temperature control
- Lining: Bimetallic or tool steel for wear resistance
Reciprocating Screw
The heart of the injection unit—it performs three functions:
- Conveying: Moves pellets forward from hopper
- Melting: Generates heat through shear (friction) and conduction
- Injecting: Acts as a plunger to push melt into the mold
| Zone | Function | Channel Depth |
|---|---|---|
| Feed | Convey solid pellets | Deep |
| Compression | Melt and compress | Decreasing |
| Metering | Homogenize melt | Shallow |
- Diameter: 20-150 mm typical
- L/D Ratio: 20:1 to 25:1
- Compression Ratio: 2:1 to 3:1
Nozzle
The nozzle connects the barrel to the mold sprue:
Sponsored
3,000+ engineers placed at top companies in 2024
Mahindra, Bosch, TATA ELXSI, Capgemini and more
See Placement Stats
- Types: Open, shut-off (valve), or filter nozzles
- Heating: Independent heater band to prevent freeze-off
- Radius: Must match the mold sprue bushing radius









