The Molding Cycle
Cycle Overview
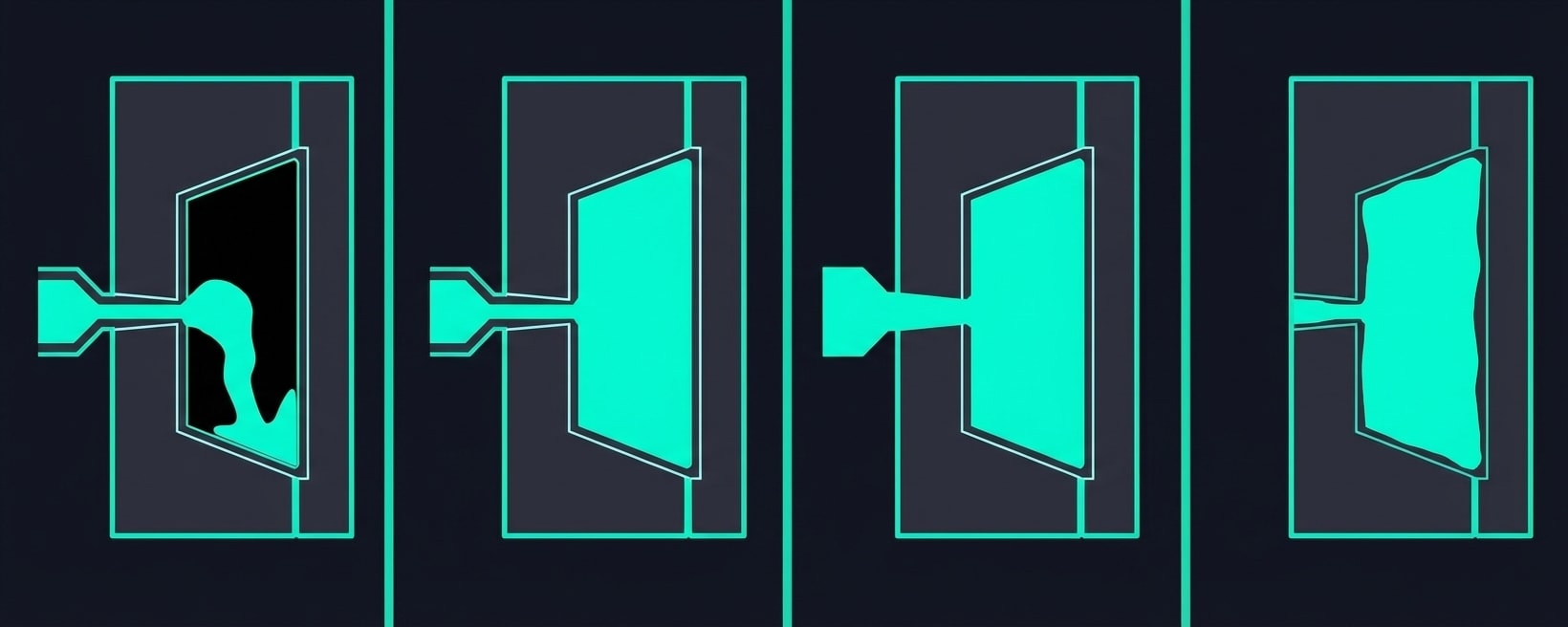
The injection molding cycle consists of four main phases that repeat continuously:
- Fill — Inject molten plastic into the cavity
- Pack — Add more material to compensate for shrinkage
- Hold — Maintain pressure until gate freezes
- Cool — Solidify the part before ejection
Understanding each phase is essential for process optimization and troubleshooting.
Phase 1: Fill (Injection)
During the fill phase, the screw moves forward rapidly to inject molten plastic into the mold cavity.
Sponsored
Srinithin now works at Xitadel as Design Engineer
Mechanical engineering graduate turned automotive designer
See His Journey
- Velocity-controlled (not pressure-controlled)
- Cavity fills to 95-98% capacity
- Duration: 0.5-5 seconds typically
- Injection speed: 50-500 mm/s
- Screw acts as a plunger, pushing melt through nozzle
- Melt flows through sprue, runner, and gate into cavity
- Material contacts cold mold walls and begins to freeze
- A frozen layer forms while the core remains molten
| Parameter | Effect |
|---|---|
| Injection speed | Controls shear rate, affects surface finish |
| Fill time | Too fast = jetting; too slow = short shot |
| Switchover point | When to transition to pack phase |
Modern machines use multi-stage injection:
- Slow-fast-slow profiles reduce jetting and burn marks
- Start slow through gate, accelerate for fill, slow before pack
Phase 2: Pack
The pack phase adds additional material into the cavity to compensate for volumetric shrinkage as the plastic cools.
Key Characteristics:- Pressure-controlled
- Adds 2-5% more material
- Duration: 1-5 seconds
- Pressure: 50-80% of injection pressure
- Cavity is nearly full; injection slows dramatically
- Machine switches from velocity to pressure control
- Additional melt is pushed in against increasing resistance
- Compensates for shrinkage in thick sections
| Pressure | Result |
|---|---|
| Too low | Sink marks, voids, dimensional variation |
| Optimal | Good density, consistent dimensions |
| Too high | Flash, overpacking, ejection difficulty |
Phase 3: Hold
The hold phase maintains pressure on the melt until the gate freezes (solidifies), preventing backflow.
Sponsored
Gaurav Jadhav is now a CAE Engineer
Practical projects and mock interviews made the difference
See His Journey
- Pressure-controlled (often stepped down)
- Continues until gate freeze
- Duration: Gate freeze time (material-dependent)
- Critical for part weight consistency
- Gate area continues to cool
- Pressure prevents melt from flowing back
- Once gate freezes, cavity is sealed
- Further pressure has no effect
Determined by:
- Gate dimensions (smaller = faster freeze)
- Material properties (crystalline freezes faster)
- Mold temperature
Common approach: Step down pressure
- Stage 1: 80% pack pressure for 2 sec
- Stage 2: 60% pack pressure for 3 sec
- Stage 3: 40% pack pressure until gate freeze








